

Introduction
Have you ever watched a shop struggle with a batch of parts and thought, why is this still so hard? In many regional shops, CNC milling and turning centers are the heart of production, yet they often sit short of the features that could save time and cut costs. Consider a small fabricator I visited: cycle times were 30% longer than benchmark, scrap rates hovered near 5%, and operators spent hours on setup each week (that adds up fast). What I want to ask—when does adding a true Y-axis make financial and workflow sense for a shop like this?
I write from hands-on experience and a lot of shop-floor talk. I have run setups at night, tuned spindle speeds, and watched turret indexing fail at the worst moment. Those data points matter because they show patterns, not one-offs. This piece will move from a quick scene and hard numbers to a close look at the problems most shops ignore, and then forward to solutions you can evaluate. Let’s move to the place where decisions are actually made.
Why Current Approaches Often Fall Short
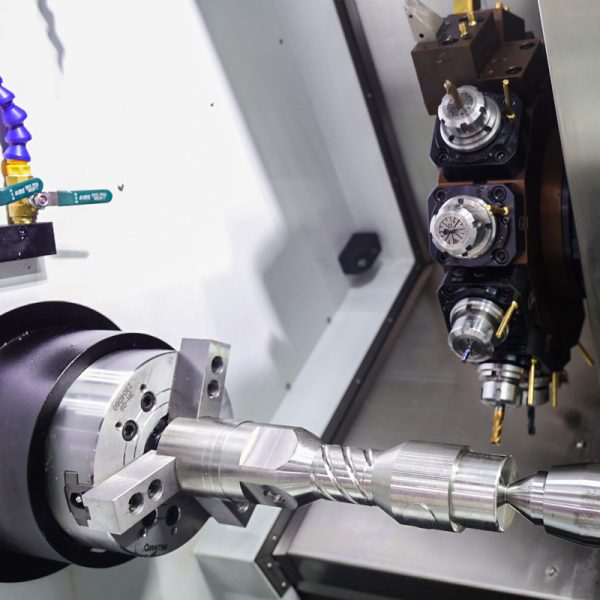
milling and turning machining center with y axis is already the go-to upgrade when you crave true milling flexibility on a lathe. Technically, adding a Y-axis changes the game: you can mill slots and flats without re-fixturing and you reduce secondary ops. But I want to be blunt—many shops install a Y-axis and still miss the real gains because they treat the retrofit as a single fix rather than part of a systems change. Problems hide in tooling strategy, tool offset management, and the control’s ability to coordinate axis moves. The spindle, servo motor, and turret must work as one. If they do not, cycle time may improve a little—but not nearly enough to justify the cost.

Why does that happen?
Look, it’s simpler than you think: installers often focus on mechanical fit, not workflow. They tune the servo gains but skip work on G-code optimization, and tool offsets remain a mess. Feed rate choices are conservative to avoid chatter, so you lose time. I have seen setups where coolant paths were wrong after retrofit; the part heats, tolerances drift, and scrap rises. In short: the tech is powerful, but its promise is diluted by human and process flaws. We must fix that root problem before praising the machine.
New Technology Principles and Practical Steps
What should you demand next? First, modern control logic must enable synchronous moves and compensate for thermal drift. This is where a quality control like syntec control system cnc can help. I say this not as marketing copy but from seeing how tighter interpolation and better path planning shrink cycle time without pushing operators into fragile settings. The control must also expose easy-to-use macros for tool offset loops and probing routines. When those are in place, you lower setup time and reduce operator error. — funny how that works, right?
What’s Next?
Second, adopt a systems checklist before you sign the purchase order: verify turret indexing accuracy, confirm spindle runout under load, and run a small program that cycles all axes together while monitoring current draw. Train operators with real parts, not demos. I recommend trial runs on tricky geometries like angular pockets or off-center drilling. These reveal control timing and toolpath issues quickly. Do this and the Y-axis becomes a multiplier for productivity, not an expensive toy.
Three Metrics I Use to Evaluate Upgrades
I’ll close with practical measures you can use right away. When I evaluate whether a retrofit or new build is worth it, I check three things: first, net cycle time reduction on representative parts (target at least 20%); second, reduction in setup and fixture changes per day (aim to cut those by half); third, scrap rate after 30 days in production (should fall, not rise). If a machine passes those, I get excited. If not, we revisit tool strategy, G-code, and operator training.
At the end of the day, I speak as someone who likes clear results and simple rules. You can measure this and you can improve it. For real-world parts, the right Y-axis solution—backed by the right control and shop practices—pays for itself. For further reading and equipment options, see Leichman.
