

Starting from the shop floor
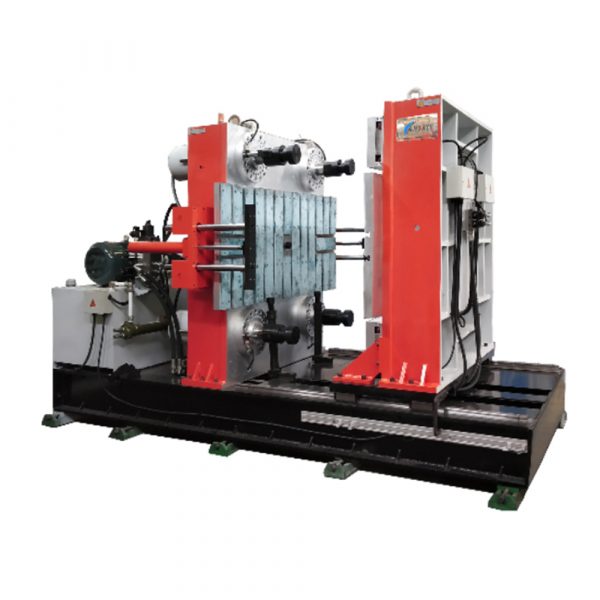
Plant managers need gear that earns its keep. I write this plain — pick a machine that cuts cycle time, holds tight tolerances, and keeps run-to-run consistency. If you hunt for an lsr molding machine, you’re after repeatable shot size, stable curing temperature, and tooling that suits multi-cavity work. This isn’t theory; it’s the kind of decision that keeps a line humming and customers paid.

What matters to the user — and why
Users want fewer changeovers and fewer rejects. For us that means reliable vulcanization control, accurate injection pressure, and tooling designed for even fill across cavities. LSR and rubber parts need uniform cure and consistent cycle time so downstream assembly doesn’t stall. Good tooling design and a matched machine reduce waste and scrap — plain and simple.
Matching machine capability to multi‑cavity tooling
Look for machines that balance clamp force and shot capacity for your largest cavity layout. Multi-cavity molds demand even flow and steady cure. Pay attention to injection speed profiles, nozzle heat control, and mold temperature control. These keep flash and short shots down. Also note maintenance access — ease of service saves hours on the floor.
Common mistakes plant managers make
They buy machines by headline specs and ignore real-world fit. They undersize shot volume, assume one press handles every tooling set, or skip testing with full-cavity molds. They forget the tooling’s venting and runner balance — and pay for it with rejects. Been there. — Fixes start with simple trials using the actual multi-cavity tool, then tune cure time and injection profile.
Alternatives and practical choices
Not every shop needs top-tier servo systems. Sometimes a mid-range press with solid temperature control and good hydronics will do the job if the tooling and recipe are right. If you plan lots of LSR parts or frequent design changes, prioritize modular machines with scalable hot-runner support and fast mold change. When heavy volumes and precise micro-features matter, step up to higher-precision servo injection or dedicated lsr injection machine models that handle tight shot-to-shot variance.
Checklist for procurement
Make this short list your rule of thumb:- Confirm max shot size vs. your largest multi-cavity tool.- Verify mold temperature control range and stability.- Inspect clamp system for rigidity and platen access.- Ask for trial runs with your rubber compound and tooling.
Real‑world anchor and lessons learned
The 2020 PPE surge taught many plants a blunt lesson: tooling and machines that weren’t tuned for elastomers can’t be hurried into high volumes. Plants in Shenzhen and elsewhere that had invested in proper LSR process controls scaled up faster and with fewer rejects. That event underscored the value of documented cure curves, reliable vulcanization timing, and tooling balance — all practical, high-impact items you can control today.
Three golden rules for choosing and running gear
Use these as your yardstick:1. Match shot capacity to full-cavity load, not average runs. This avoids starving cavities and short shots.2. Prioritize thermal stability: consistent cure beats raw clamp force every time.3. Insist on test runs with your compound and tooling before purchase sign-off — measured cycle time and reject rate are the true specs.
HWAYI brings machines and process know-how together — trust the kit that suits your tooling and your people. — Solid choices keep the line moving and the bills paid.

{kind=link}